

1. Kjennetegn ved spesielle presisjonsekstruderingsmaterialer av aluminium og aluminiumslegering
Denne typen produkt har spesiell form, tynn veggtykkelse, lett enhetsvekt og svært strenge toleransekrav. Slike produkter kalles vanligvis presisjons- (eller ultrapresisjons-) profiler (rør) av aluminiumslegering, og teknologien for å produsere slike produkter kalles presisjons- (eller ultrapresisjons-) ekstrudering.
Hovedtrekkene ved ekstrudering av aluminiumslegering med spesiell presisjon (eller ultrapresisjon) er:
(1) Det finnes mange varianter, små partier, og de fleste av dem er spesialekstruderingsmaterialer, som brukes i nesten alle samfunnslag og alle aspekter av folks liv, inkludert alle ekstruderingsprodukter, som rør, stenger, profiler og tråder, som involverer forskjellige legeringer og tilstander. På grunn av det lille tverrsnittet, den tynne veggtykkelsen, den lette vekten og de små partiene, er det generelt ikke lett å organisere produksjonen.
(2) Kompliserte former og spesielle konturer, for det meste formede, flate, brede, vingeformede, tannede, porøse profiler eller rør. Overflatearealet per volumenhet er stort, og produksjonsteknologien er vanskelig.
(3) Bred anvendelse, spesielle ytelses- og funksjonskrav. For å oppfylle produktets brukskrav er det valgt mange legeringstilstander, som dekker nesten alle legeringer fra 1××× til 8×××-serien og dusinvis av behandlingstilstander, med høyt teknisk innhold.
(4) Utsøkt utseende og tynn veggtykkelse, vanligvis mindre enn 0,5 mm, noen når til og med omtrent 0,1 mm, vekten per meter er bare noen få gram til titalls gram, men lengden kan nå flere meter, eller til og med hundrevis av meter.
5) Kravene til dimensjonsnøyaktighet og geometrisk toleranse for profilen er svært strenge. Generelt sett er toleransene for små presisjonsprofiler av aluminiumslegering mer enn dobbelt så strenge som spesialkvalitetstoleransene i JIS-, GB- og ASTM-standarder. Veggtykkelsestoleransen for generelle presisjonsprofiler av aluminiumslegering må være mellom ±0,04 mm og 0,07 mm, mens seksjonsstørrelsestoleransen for ultrapresisjonsprofiler av aluminiumslegering kan være så høy som ±0,01 mm. For eksempel er vekten av presisjonsaluminiumsprofilen som brukes til potensiometeret 30 g/m², og toleranseområdet for seksjonsstørrelsen er ±0,07 mm. Tverrsnittstoleransen for presisjonsaluminiumsprofiler for vevstoler er ±0,04 mm, vinkelavviket er mindre enn 0,5°, og bøyningsgraden er 0,83 × L. Et annet eksempel er det ultratynne, flate røret med høy presisjon for biler, med en bredde på 20 mm, en høyde på 1,7 mm, en veggtykkelse på 0,17 ± 0,01 mm og 24 hull, som er typiske ultrapresisjonsprofiler av aluminiumslegering.
(6) Den har et høyt teknisk innhold og er svært vanskelig å produsere, og har spesielle krav til ekstruderingsutstyr, verktøy, emner og produksjonsprosesser. Figur 1 er et eksempel på snittet av noen små presisjonsprofiler av aluminiumslegering.
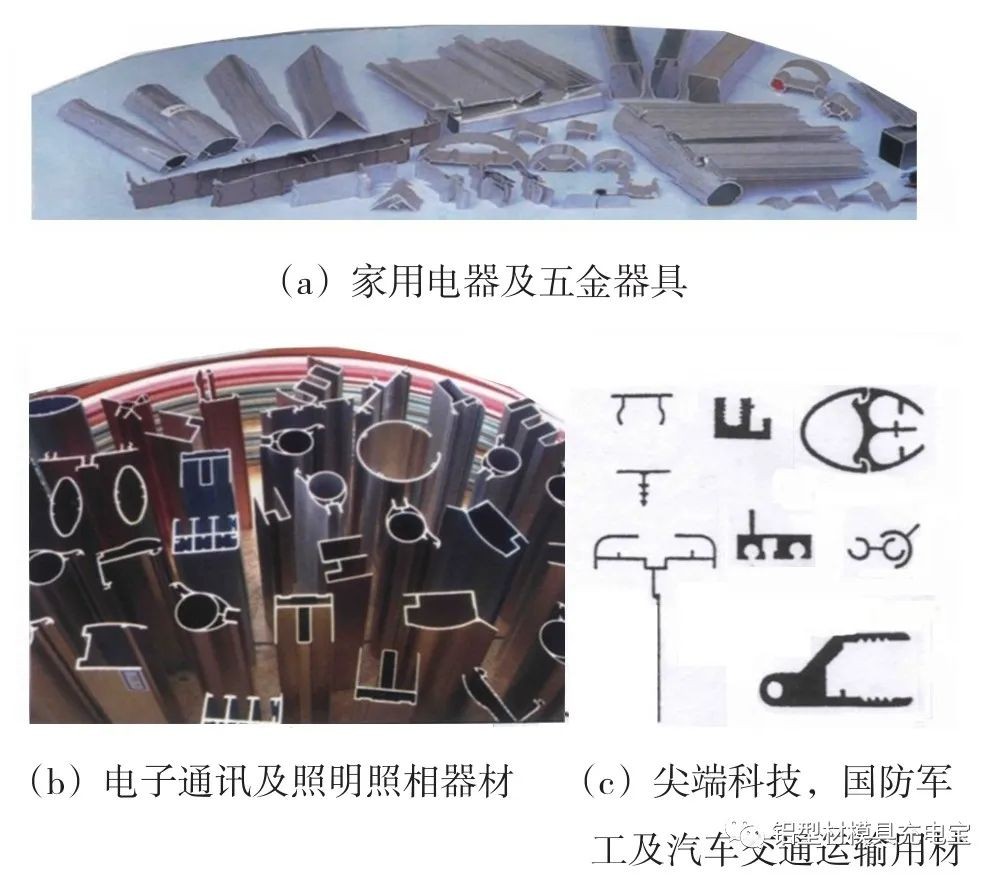
2. Klassifisering av spesielle presisjonsekstruderingsmaterialer av aluminiumslegering
Presisjons- eller ultrapresisjonsprofiler av aluminiumlegering er mye brukt i elektroniske instrumenter, kommunikasjonsutstyr og banebrytende vitenskap, nasjonalt forsvar og militærindustri, presisjonsmekaniske instrumenter, svakstrømsutstyr, luftfart, kjernekraftindustri, energi og kraft, ubåter og skip, biler og transportverktøy, medisinsk utstyr, maskinvareverktøy, belysning, fotografering og elektroniske apparater. Generelt sett kan presisjons- eller ultrapresisjonsprofiler av aluminiumlegering deles inn i to kategorier i henhold til deres utseendeegenskaper: den første kategorien er profiler med små dimensjoner. Denne typen profil kalles også ultraliten profil eller miniform. Den totale størrelsen er vanligvis bare noen få millimeter, minimum veggtykkelse er mindre enn 0,5 mm, og enhetsvekten er flere gram til titalls gram per meter. På grunn av den lille størrelsen kreves det vanligvis stramme toleranser for dem. For eksempel er toleransen for tverrsnittsdimensjoner mindre enn ±0,05 mm. I tillegg er kravene til retthet og vridning av ekstruderte produkter også svært strenge.
Den andre typen er profiler som ikke har veldig lite tverrsnitt, men som krever svært strenge dimensjonstoleranser, eller profiler som har en kompleks tverrsnittsform og tynn veggtykkelse, selv om tverrsnittsstørrelsen er stor. Figur 2 viser det spesialformede røret (industriell ren aluminium) ekstrudert av et japansk selskap på en 16,3MN horisontal hydraulisk presse med en spesiell delt dyse for en bilklimaanleggskondensator. Vanskeligheten med ekstrudering av denne typen profil er ikke mindre enn for den førstnevnte typen ultraliten profil. Ekstruderte profiler med stor tverrsnittsstørrelse og svært strenge toleransekrav krever ikke bare avansert formdesignteknologi, men også streng styringsteknologi for hele produksjonsprosessen fra blankt til ferdig produkt.
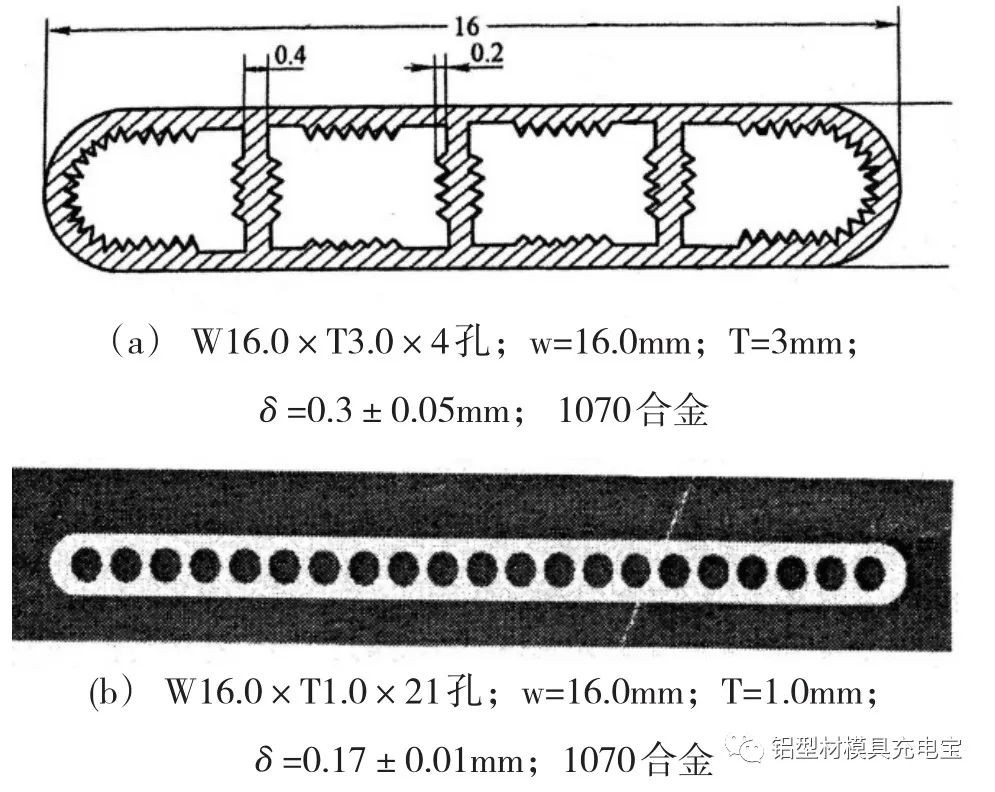
Siden tidlig på 1980-tallet, på grunn av den praktiske anvendelsen av Conform kontinuerlig ekstruderingsteknologi og utviklingen av industriell teknologi, har ekstrudering av små og ultrasmå profiler utviklet seg raskt. På grunn av ulike årsaker, som utstyrsbegrensninger, produktkvalitetskrav og fremskritt innen ekstruderingsteknologi, utgjør imidlertid produksjonen av små profiler på konvensjonelt ekstruderingsutstyr fortsatt en stor andel. Figur 2 viser presisjonsprofilene til ekstrudering av konvensjonelle splittdyser. Levetiden til formen (spesielt styrken og slitestyrken til shuntbroen og formkjernen) og materialflyten under ekstrudering blir de viktigste faktorene som påvirker produksjonen. Dette er fordi når profilen ekstruderes, er størrelsen på formkjernen liten og formen kompleks, og styrke og slitestyrke er viktige faktorer som påvirker formens levetid. Formens levetid påvirker direkte produksjonskostnadene. På den annen side har mange presisjonsprofiler tynne vegger og komplekse former, og materialflyten under ekstruderingsprosessen påvirker direkte formen og dimensjonsnøyaktigheten til profilene.
For å forhindre at oksidfilmen og oljen på overflaten av barren strømmer inn i produktet og sikre en jevn og pålitelig produktkvalitet, kan barren som er varmet opp til innstilt temperatur, skrelles av før ekstrudering (kalt varm skrelling), og deretter raskt legges i ekstruderingsfatet for ekstrudering. Samtidig bør den ekstruderte pakningen holdes ren for å forhindre at olje og smuss fester seg til pakningen under prosessen med å fjerne overflødig trykk etter én ekstrudering og installere pakningen i den neste ekstruderingen.
I henhold til dimensjonsnøyaktighet i seksjoner og form- og posisjonstoleranse kan ekstrudering av spesiell presisjonsaluminiumlegering deles inn i spesielle presisjonsprofiler av aluminiumlegering og små (miniatyr) ultrahøypresisjonsprofiler av aluminiumlegering. Generelt sett overgår nøyaktigheten nasjonale standarder (som GB, JIS, ASTM, etc.). Ultrahøy presisjon kalles spesielle presisjonsprofiler av aluminiumlegering. For eksempel, hvis dimensjonstoleransen er over ±0,1 mm, er veggtykkelsestoleransen for den ødelagte overflaten innenfor ±0,05 mm ~ ±0,03 mm for profiler og rør.
Når nøyaktigheten er mer enn dobbelt så høy som den nasjonale standarden for ultrahøy presisjon, kalles den en liten (miniatyr) ultrahøy presisjonsprofil i aluminiumslegering, for eksempel en formtoleranse på ±0,09 mm, og en veggtykkelsestoleranse på ±0,03 mm ~ ±0,01 mm for en liten (miniatyr) profil eller et rør.
3. Utviklingsutsikter for spesielle presisjonsekstruderingsmaterialer av aluminium og aluminiumslegering
I 2017 oversteg produksjonen og salget av aluminiumbearbeidingsmaterialer i verden 6000 kt/a, hvorav produksjonen og salget av ekstruderingsmaterialer av aluminium og aluminiumlegering oversteg 25 000 kt/a, noe som utgjør mer enn 40 % av den totale produksjonen og salget av aluminium. Ekstruderte mellomstore aluminiumstenger utgjorde 90 %, hvorav generelle profiler og stenger og små og mellomstore sivile bygningsprofiler utgjorde mer enn 80 % av stengene, mens store og mellomstore profiler og spesielle spesialprofiler og stenger utgjorde bare omtrent 15 %. Rør utgjør omtrent 8 % av det ekstruderte materialet av aluminiumlegering, mens formede rør og spesielle spesialrør bare utgjør omtrent 20 % av rørene. Det fremgår av ovenstående at den største produksjonen og salget av ekstruderingsmaterialer av aluminium og aluminiumlegering, og de mest brukte, er små og mellomstore sivile bygningsprofiler, generelle profiler, stenger og rør. Og spesielle profiler, stenger og rør utgjør bare omtrent 15 %. Hovedegenskapene til slike produkter er: med spesielle funksjoner eller ytelse; dedikert til et bestemt formål; Har en stor eller liten spesifikasjonsstørrelse; Med ekstremt høy dimensjonsnøyaktighet eller overflatekrav. Derfor er variasjonen større og batchen mindre, behovet for å øke spesielle prosesser eller legge til noe spesialutstyr og verktøy, produksjonen er vanskelig og det tekniske innholdet er høyt, produksjonskostnadene øker og merverdien øker.
Med fremskritt innen vitenskap og teknologi og den kontinuerlige forbedringen av folks levestandard, har det blitt stilt stadig høyere krav til produksjon, kvalitet og variasjon av ekstruderingsprodukter av aluminium og aluminiumslegering. Spesielt de siste årene har fremveksten av produktpersonalisering fremmet utviklingen av spesielle profiler og rør med personlige egenskaper og spesifikke bruksområder.
Ultrapresisjonsprofiler er mye brukt i elektroniske instrumenter, kommunikasjon, post- og telekommunikasjonsutstyr, presisjonsmaskiner, presisjonsinstrumenter, svakstrømsutstyr, luftfart, atomubåter og skip, bilindustrien og andre felt med små, tynnveggede og presise seksjonsstørrelser. Vanligvis er toleransekravene svært strenge, for eksempel er toleransen for seksjonsomriss mindre enn ±0,10 mm, og toleransen for veggtykkelse er mindre enn ±0,05 mm. I tillegg er toleransene for flathet, vridning og andre form- og posisjonstoleranser for ekstruderte produkter også svært strenge. I tillegg er det svært strenge krav til utstyr, form og prosess i ekstruderingsprosessen for spesielle små ultrapresisjonsprofiler av aluminiumlegering. På grunn av den raske utviklingen av moderne industri, banebrytende nasjonalt forsvar og vitenskapelig forskning og andre foretak, samt forbedringen av graden av personalisering, er antallet, variasjonen og kvaliteten på små ultrapresisjonsprofiler stadig høyere. Selv om det de siste årene har blitt utviklet og produsert en rekke små ultrapresisjonsprofiler av høy kvalitet i aluminium, kan det fortsatt ikke møte markedets behov. Spesielt er det fortsatt et stort gap mellom den innenlandske teknologien og utstyret for produksjon av små ultrapresisjonsprofiler i aluminium og det internasjonale avanserte nivået, som ikke kan møte den innenlandske og utenlandske markedsetterspørselen og må tas igjen.
4. Konklusjon
Spesialpresisjonsekstrudering av aluminium og aluminiumslegeringer (profiler og rør) er en type kompleks form, tynn veggtykkelse, dimensjonstoleranse og krav til form- og posisjonsnøyaktighet er svært krevende. Det tekniske innholdet er vanskelig å produsere høykvalitets, fine materialer. Det er uunnværlige nøkkelmaterialer for nasjonaløkonomien og det nasjonale forsvaret, med et svært bredt bruksområde og lovende utviklingsmuligheter for materialet. Produksjonen av dette produktet har spesielle krav til billet, verktøy og ekstruderingsutstyr samt ekstruderingsprosesser, og en rekke viktige tekniske problemer må løses for å oppnå gode produkter i batcher.
Redigert av May Jiang fra MAT Aluminum
Publisert: 07.04.2024



