

1. Introduksjon
Lettvekt i bilindustrien startet i utviklede land og ble i utgangspunktet ledet av tradisjonelle bilgiganter. Med kontinuerlig utvikling har det fått betydelig momentum. Fra den tiden da indere først brukte aluminiumslegering til å produsere veivaksler til biler, til Audis første masseproduksjon av helaluminiumsbiler i 1999, har aluminiumslegering sett en robust vekst i bilindustrien på grunn av fordelene som lav tetthet, høy spesifikk styrke og stivhet, god elastisitet og slagfasthet, høy resirkulerbarhet og høy regenereringsrate. Innen 2015 hadde andelen aluminiumslegering i biler allerede oversteget 35 %.
Kinas lettvektsteknologi for biler startet for mindre enn 10 år siden, og både teknologien og anvendelsesnivået henger etter utviklede land som Tyskland, USA og Japan. Med utviklingen av nye energikjøretøy går imidlertid lettvektsteknologien for materialer raskt fremover. Ved å utnytte fremveksten av nye energikjøretøyer viser Kinas teknologi for lettvektsteknologi for biler en trend mot å ta igjen de utviklede landene.
Kinas marked for lettvektsmaterialer er enormt. På den ene siden, sammenlignet med utviklede land i utlandet, startet Kinas lettvektsteknologi sent, og kjøretøyets totale egenvekt er større. Med tanke på andelen lettvektsmaterialer i utlandet, er det fortsatt god plass for utvikling i Kina. På den annen side, drevet av politikk, vil den raske utviklingen av Kinas nye energikjøretøyindustri øke etterspørselen etter lettvektsmaterialer og oppmuntre bilprodusenter til å bevege seg mot lettvektsmaterialer.
Forbedringen av standarder for utslipp og drivstofforbruk tvinger frem en akselerasjon av lettvekt i bilindustrien. Kina implementerte fullt ut China VI-utslippsstandardene i 2020. I følge «Evalueringsmetode og indikatorer for drivstofforbruk i personbiler» og «Energisparing og ny energikjøretøyteknologiveikart» er drivstofforbruksstandarden på 5,0 l/km. Med tanke på det begrensede rommet for betydelige gjennombrudd innen motorteknologi og utslippsreduksjon, kan det å iverksette tiltak for å lette bilkomponenter effektivt redusere kjøretøyutslipp og drivstofforbruk. Lettvekt i nye energikjøretøyer har blitt en viktig vei for industriens utvikling.
I 2016 utstedte China Automotive Engineering Society en «Energy Saving and New Energy Vehicle Technology Roadmap», som planla faktorer som energiforbruk, rekkevidde og produksjonsmaterialer for nye energikjøretøy fra 2020 til 2030. Lettvekt vil være en nøkkelretning for fremtidig utvikling av nye energikjøretøy. Lettvekt kan øke rekkevidden og håndtere «rekkeviddeangst» i nye energikjøretøy. Med den økende etterspørselen etter utvidet rekkevidde blir lettvekt i bilindustrien presserende, og salget av nye energikjøretøy har vokst betydelig de siste årene. I henhold til kravene i poengsystemet og «Mellomlangsiktig utviklingsplan for bilindustrien» anslås det at Kinas salg av nye energikjøretøy innen 2025 vil overstige 6 millioner enheter, med en sammensatt årlig vekstrate på over 38 %.
2. Egenskaper og bruksområder for aluminiumslegering
2.1 Kjennetegn ved aluminiumslegering
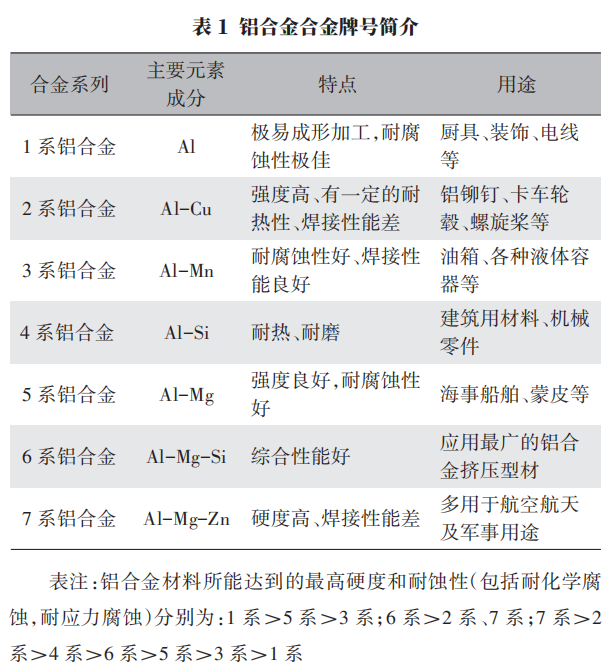
Tettheten til aluminium er en tredjedel av stål, noe som gjør det lettere. Det har høyere spesifikk styrke, god ekstruderingsevne, sterk korrosjonsbestandighet og høy resirkulerbarhet. Aluminiumslegeringer kjennetegnes ved å hovedsakelig bestå av magnesium, med god varmebestandighet, gode sveiseegenskaper, god utmattingsstyrke, manglende evne til å styrkes ved varmebehandling og evnen til å øke styrken gjennom kaldbearbeiding. 6-serien kjennetegnes ved å hovedsakelig bestå av magnesium og silisium, med Mg2Si som hovedforsterkende fase. De mest brukte legeringene i denne kategorien er 6063, 6061 og 6005A. 5052 aluminiumsplate er en AL-Mg-serie legert aluminiumsplate, med magnesium som hovedlegeringselement. Det er den mest brukte rustbeskyttelses-aluminiumslegeringen. Denne legeringen har høy styrke, høy utmattingsstyrke, god plastisitet og korrosjonsbestandighet, kan ikke styrkes ved varmebehandling, har god plastisitet i halvkaldherding, lav plastisitet i kaldherding, god korrosjonsbestandighet og gode sveiseegenskaper. Den brukes hovedsakelig til komponenter som sidepaneler, takdeksler og dørpaneler. 6063 aluminiumslegering er en varmebehandlebar forsterkende legering i AL-Mg-Si-serien, med magnesium og silisium som hovedlegeringselementer. Det er en varmebehandlebar forsterkende aluminiumslegeringsprofil med middels styrke, hovedsakelig brukt i strukturelle komponenter som søyler og sidepaneler for å bære styrke. En introduksjon til aluminiumslegeringskvaliteter er vist i tabell 1.
2.2 Ekstrudering er en viktig formingsmetode for aluminiumslegering
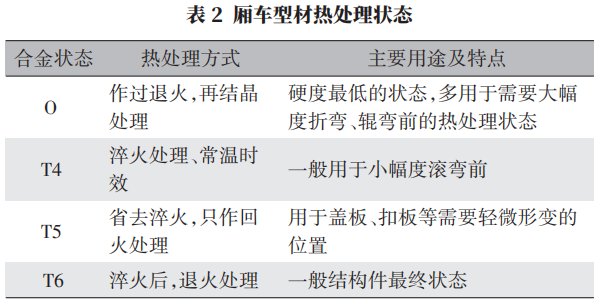
Ekstrudering av aluminiumslegering er en varmformingsmetode, og hele produksjonsprosessen innebærer å forme aluminiumslegering under treveis trykkspenning. Hele produksjonsprosessen kan beskrives som følger: a. Aluminium og andre legeringer smeltes og støpes til de nødvendige aluminiumslegeringsemnene; b. De forvarmede emnene plasseres i ekstruderingsutstyret for ekstrudering. Under påvirkning av hovedsylinderen formes aluminiumslegeringsemnen til de nødvendige profilene gjennom formhulrommet; c. For å forbedre de mekaniske egenskapene til aluminiumsprofilene utføres løsningsbehandling under eller etter ekstrudering, etterfulgt av aldringsbehandling. De mekaniske egenskapene etter aldringsbehandling varierer i henhold til forskjellige materialer og aldringsregimer. Varmebehandlingsstatusen til kasseformede lastebilprofiler er vist i tabell 2.
Ekstruderte produkter av aluminiumslegering har flere fordeler i forhold til andre formingsmetoder:
a. Under ekstrudering får det ekstruderte metallet en sterkere og mer jevn treveis trykkspenning i deformasjonssonen enn valsing og smiing, slik at det fullt ut kan spille ut plastisiteten til det bearbeidede metallet. Det kan brukes til å bearbeide metaller som er vanskelige å deformere og ikke kan bearbeides ved valsing eller smiing, og kan brukes til å lage forskjellige komplekse hule eller solide tverrsnittskomponenter.
b. Fordi geometrien til aluminiumsprofiler kan varieres, har komponentene deres høy stivhet, noe som kan forbedre stivheten til kjøretøyets karosseri, redusere dens NVH-egenskaper og forbedre kjøretøyets dynamiske kontrollegenskaper.
c. Produkter med ekstruderingseffektivitet har etter bråkjøling og aldring betydelig høyere lengdefasthet (R, Raz) enn produkter bearbeidet med andre metoder.
d. Produktenes overflate etter ekstrudering har god farge og god korrosjonsbestandighet, noe som eliminerer behovet for annen korrosjonsbestandig overflatebehandling.
e. Ekstruderingsprosessering har stor fleksibilitet, lave verktøy- og støpekostnader og lave kostnader for designendring.
f. På grunn av kontrollerbarheten til tverrsnitt av aluminiumsprofiler kan graden av komponentintegrasjon økes, antallet komponenter kan reduseres, og forskjellige tverrsnittsdesign kan oppnå presis sveiseposisjonering.
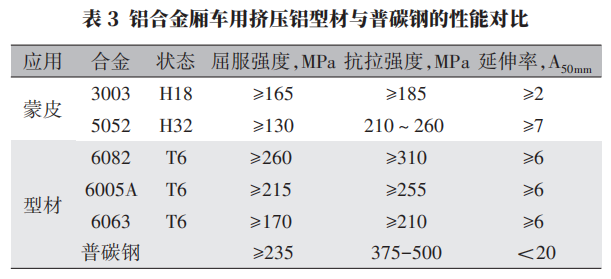
Ytelsessammenligningen mellom ekstruderte aluminiumsprofiler for lastebiler og vanlig karbonstål er vist i tabell 3.
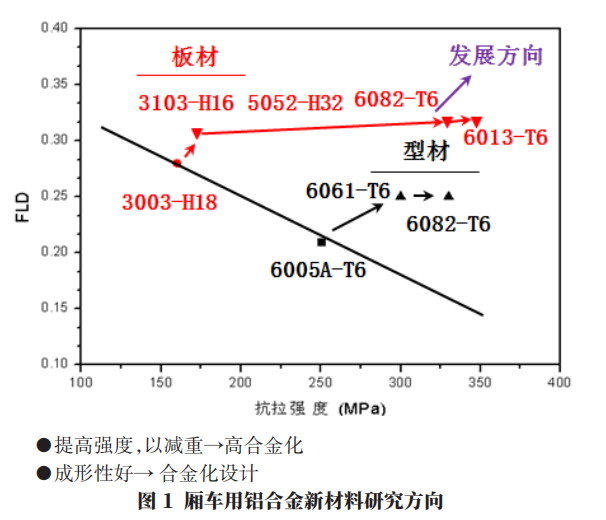
Neste utviklingsretning for aluminiumslegeringsprofiler for kassebiler: Ytterligere forbedring av profilstyrken og ekstruderingsytelsen. Forskningsretningen for nye materialer for aluminiumslegeringsprofiler for kassebiler er vist i figur 1.
3. Struktur, styrkeanalyse og verifisering av lastebil i aluminiumslegering
3.1 Lastebilkonstruksjon i aluminiumslegering
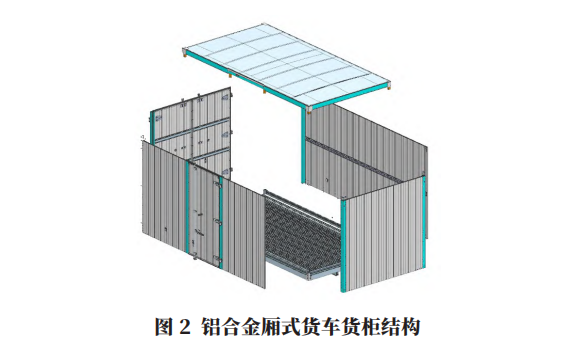
Skapcontaineren består hovedsakelig av frontpanelmontering, venstre og høyre sidepanelmontering, bakdørens sidepanelmontering, gulvmontering, takmontering, samt U-formede bolter, sidevern, bakvern, skvettlapper og annet tilbehør som er koblet til andreklasses chassis. Tverrbjelkene, søylene, sidebjelkene og dørpanelene er laget av ekstruderte profiler av aluminiumslegering, mens gulv- og takpanelene er laget av flate plater av aluminiumslegering 5052. Strukturen til skapcontaineren av aluminiumslegering er vist i figur 2.
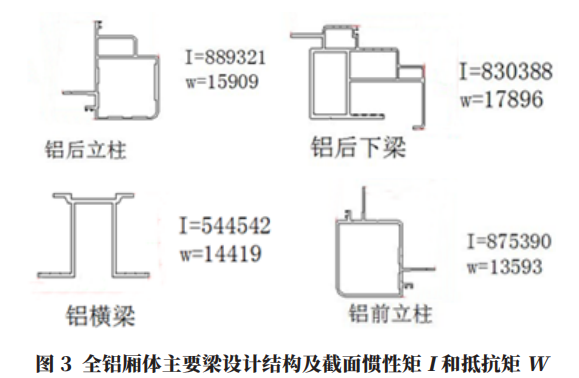
Ved å bruke varm ekstruderingsprosessen til 6-serie aluminiumslegering kan komplekse hule tverrsnitt danne seg. En design av aluminiumsprofiler med komplekse tverrsnitt kan spare materialer, oppfylle kravene til produktstyrke og stivhet, og oppfylle kravene til gjensidig forbindelse mellom ulike komponenter. Derfor er hovedbjelkens designstruktur og seksjonstreghetsmomenter I og motstandsmomenter W vist i figur 3.
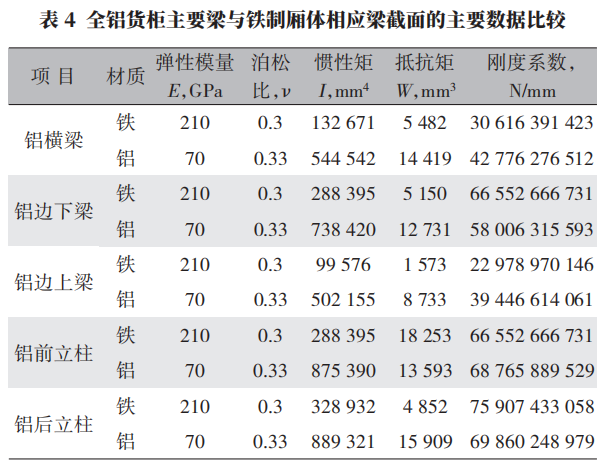
En sammenligning av hoveddataene i tabell 4 viser at treghetsmomentene og motstandsmomentene i tverrsnittet for den konstruerte aluminiumsprofilen er bedre enn de tilsvarende dataene for den jernfremstilte bjelkeprofilen. Stivhetskoeffisientdataene er omtrent de samme som for den tilsvarende jernfremstilte bjelkeprofilen, og alle oppfyller deformasjonskravene.
3.2 Beregning av maksimal spenning
Med den viktigste lastbærende komponenten, tverrbjelken, som objekt, beregnes den maksimale spenningen. Nominell last er 1,5 t, og tverrbjelken er laget av en 6063-T6 aluminiumslegeringsprofil med mekaniske egenskaper som vist i tabell 5. Bjelken er forenklet som en utkraget konstruksjon for kraftberegning, som vist i figur 4.
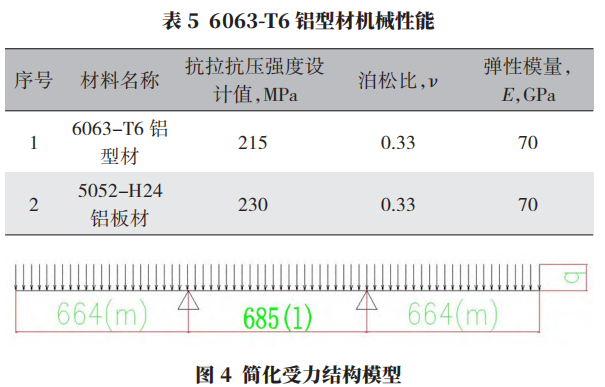
Med en bjelke med spennvidde på 344 mm beregnes trykklasten på bjelken som F = 3757 N basert på 4,5 t, som er tre ganger standard statisk last. q = F/L
hvor q er bjelkens indre spenning under lasten, N/mm; F er lasten som bæres av bjelken, beregnet basert på 3 ganger standard statisk last, som er 4,5 t; L er bjelkens lengde, mm.
Derfor er den indre spenningen q:

Formelen for stressberegning er som følger:

Maksimalmomentet er:

Med den absolutte verdien av momentet, M = 274283 N·mm, maksimal spenning σ = M/(1,05 × w) = 18,78 MPa, og maksimal spenningsverdi σ < 215 MPa, oppfyller vi kravene.
3.3 Tilkoblingsegenskaper for ulike komponenter
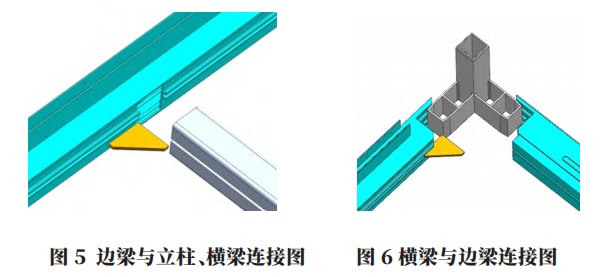
Aluminiumslegering har dårlige sveiseegenskaper, og sveisepunktstyrken er bare 60 % av basismaterialets styrke. På grunn av at aluminiumslegeringens overflate er dekket av et lag med Al2O3, er smeltepunktet for Al2O3 høyt, mens smeltepunktet for aluminium er lavt. Når aluminiumslegering sveises, må Al2O3 på overflaten raskt brytes ned for å kunne utføre sveising. Samtidig vil rester av Al2O3 bli værende i aluminiumslegeringsløsningen, noe som påvirker aluminiumslegeringens struktur og reduserer styrken til sveisepunktet i aluminiumslegeringen. Derfor tas disse egenskapene fullt hensyn til når man designer en helaluminiumsbeholder. Sveising er den viktigste posisjoneringsmetoden, og de viktigste lastbærende komponentene er koblet sammen med bolter. Forbindelser som nagling og svalehalestruktur er vist i figur 5 og 6.
Hovedstrukturen til den helaluminiumsboksen har en struktur med horisontale bjelker, vertikale søyler, sidebjelker og kantbjelker som er låst sammen. Det er fire tilkoblingspunkter mellom hver horisontal bjelke og vertikal søyle. Tilkoblingspunktene er utstyrt med taggete pakninger som går i inngrep med den taggete kanten av den horisontale bjelken, noe som effektivt forhindrer glidning. De åtte hjørnepunktene er hovedsakelig forbundet med stålkjerneinnsatser, festet med bolter og selvlåsende nagler, og forsterket med 5 mm trekantede aluminiumsplater sveiset innvendig i boksen for å styrke hjørneposisjonene innvendig. Boksens ytre utseende har ingen sveising eller synlige tilkoblingspunkter, noe som sikrer boksens helhetlige utseende.
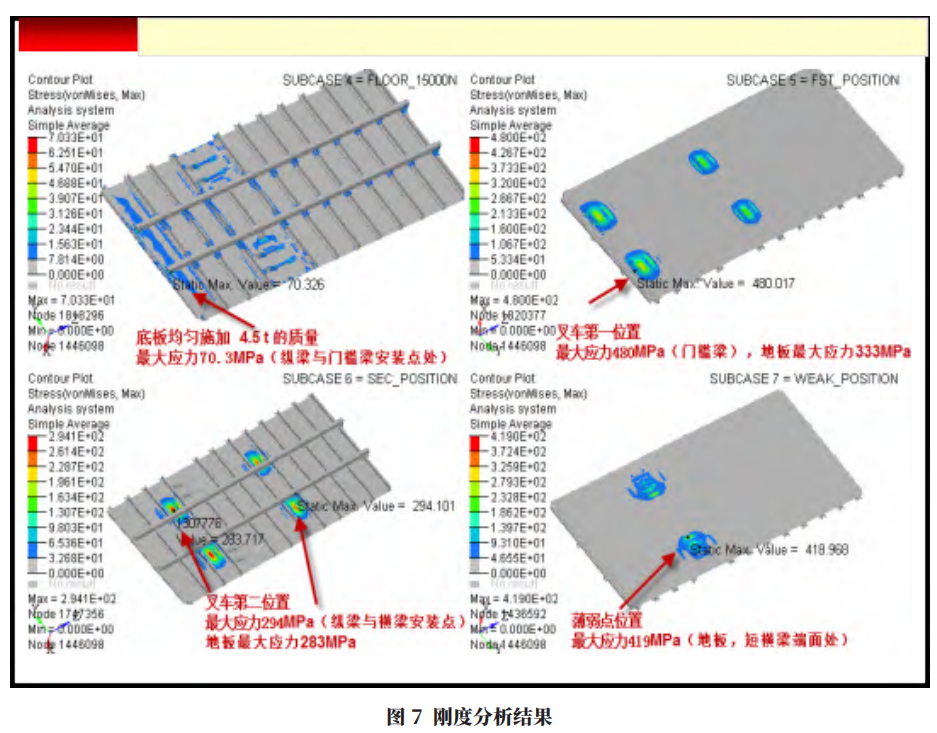
3.4 SE Synkron ingeniørteknologi
SE synkron ingeniørteknologi brukes til å løse problemene forårsaket av store akkumulerte størrelsesavvik for samsvarende komponenter i kassehuset og vanskelighetene med å finne årsakene til hull og flathetsfeil. Gjennom CAE-analyse (se figur 7-8) utføres en sammenligningsanalyse med jernlagde kassehus for å kontrollere kassehusets generelle styrke og stivhet, finne svake punkter og iverksette tiltak for å optimalisere og forbedre designskjemaet mer effektivt.
4. Lettvektseffekt av lastebil med aluminiumslegering
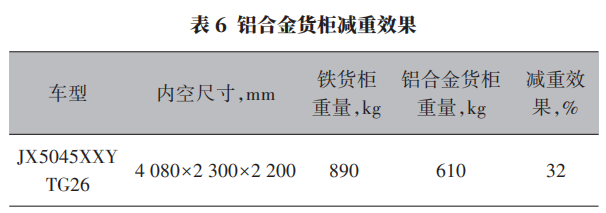
I tillegg til kassen kan aluminiumslegeringer brukes til å erstatte stål for ulike komponenter i kasseformede lastebilcontainere, for eksempel skvettskjermer, bakskjermer, sideskjermer, dørlåser, dørhengsler og bakre forklekanter, noe som oppnår en vektreduksjon på 30 % til 40 % for lasterommet. Vektreduksjonseffekten for en tom lastecontainer på 4080 mm × 2300 mm × 2200 mm er vist i tabell 6. Dette løser fundamentalt problemene med overvekt, manglende overholdelse av kunngjøringer og regulatoriske risikoer ved tradisjonelle lasterom av jern.
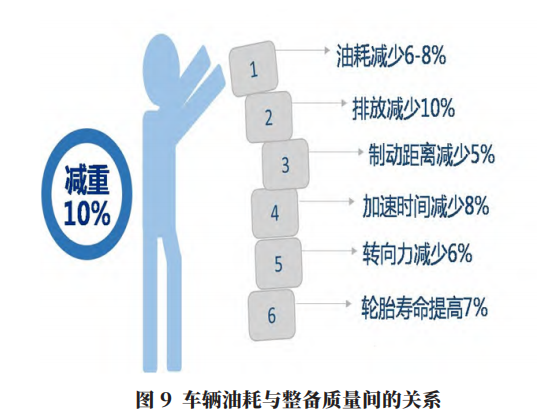
Ved å erstatte tradisjonelt stål med aluminiumslegeringer for bildeler, kan man ikke bare oppnå utmerkede lettvektseffekter, men det kan også bidra til drivstoffbesparelser, utslippsreduksjoner og forbedret kjøretøyytelse. For tiden er det ulike meninger om bidraget fra lettvekt til drivstoffbesparelser. Forskningsresultatene fra International Aluminium Institute er vist i figur 9. Hver 10 % reduksjon i kjøretøyets vekt kan redusere drivstofforbruket med 6 % til 8 %. Basert på innenlandsk statistikk kan en reduksjon av vekten til hver personbil med 100 kg redusere drivstofforbruket med 0,4 l/100 km. Bidraget fra lettvekt til drivstoffbesparelser er basert på resultater oppnådd fra ulike forskningsmetoder, så det er noe variasjon. Lettvekt i biler har imidlertid en betydelig innvirkning på å redusere drivstofforbruket.
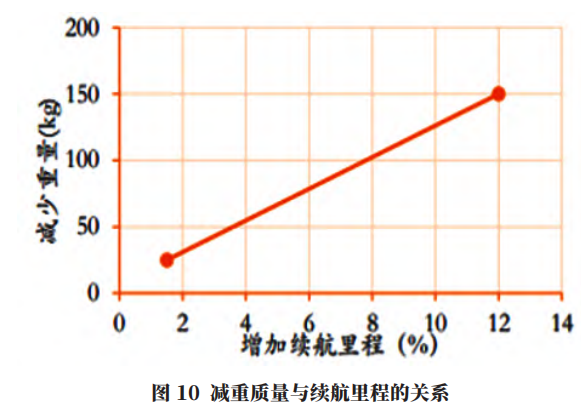
For elbiler er lettvektseffekten enda mer uttalt. For tiden er enhetsenergitettheten til elbilbatterier betydelig forskjellig fra tradisjonelle kjøretøy med flytende drivstoff. Vekten av kraftsystemet (inkludert batteriet) til elbiler utgjør ofte 20 % til 30 % av kjøretøyets totale vekt. Samtidig er det en verdensomspennende utfordring å bryte gjennom ytelsesflaskehalsen til batterier. Før det skjer et stort gjennombrudd innen høyytelsesbatteriteknologi, er lettvekt en effektiv måte å forbedre rekkevidden til elbiler på. For hver 100 kg vektreduksjon kan rekkevidden til elbiler økes med 6 % til 11 % (forholdet mellom vektreduksjon og rekkevidde er vist i figur 10). For tiden kan ikke rekkevidden til rent elbiler dekke behovene til folk flest, men å redusere vekten med en viss mengde kan forbedre rekkevidden betydelig, redusere rekkeviddeangst og forbedre brukeropplevelsen.
5. Konklusjon
I tillegg til den helluminiumsstrukturen til varebilen i aluminiumslegering som introduseres i denne artikkelen, finnes det forskjellige typer varebiler, som aluminiums honeycomb-paneler, aluminiumsspenneplater, aluminiumsrammer + aluminiumskinn og jern-aluminium hybridlastcontainere. De har fordelene med lett vekt, høy spesifikk styrke og god korrosjonsbestandighet, og krever ikke elektroforetisk maling for korrosjonsbeskyttelse, noe som reduserer miljøpåvirkningen av elektroforetisk maling. Varebilen i aluminiumslegering løser fundamentalt problemene med overvekt, manglende overholdelse av kunngjøringer og regulatoriske risikoer ved tradisjonelle jernlagde lasterom.
Ekstrudering er en viktig prosesseringsmetode for aluminiumslegeringer, og aluminiumsprofiler har utmerkede mekaniske egenskaper, slik at komponentenes tverrsnittsstivhet er relativt høy. På grunn av det variable tverrsnittet kan aluminiumslegeringer oppnå en kombinasjon av flere komponentfunksjoner, noe som gjør det til et godt materiale for lettvekt i bilindustrien. Den utbredte bruken av aluminiumslegeringer står imidlertid overfor utfordringer som utilstrekkelig designkapasitet for lasterom i aluminiumslegering, formings- og sveiseproblemer, og høye utviklings- og markedsføringskostnader for nye produkter. Hovedårsaken er fortsatt at aluminiumslegering koster mer enn stål før resirkuleringsøkologien til aluminiumslegeringer blir moden.
Avslutningsvis vil bruksområdet for aluminiumslegeringer i biler bli bredere, og bruken av dem vil fortsette å øke. I dagens trender innen energisparing, utslippsreduksjon og utviklingen av den nye energibilindustrien, med den dypere forståelsen av egenskaper ved aluminiumslegeringer og effektive løsninger på problemer innen aluminiumslegering, vil aluminiumekstruderingsmaterialer bli mer utbredt i lettvekt i bilindustrien.
Redigert av May Jiang fra MAT Aluminum
Publisert: 12. januar 2024



